+86 15633683072
Pipeline transportation is a safe, economical and environmentally friendly mode of transportation. The construction area spans a large area, and the construction environment along the line is harsh. In addition, pipeline transportation is gradually developing towards high pressure (715MPa) and large diameter (51420mm), which puts higher requirements on the welding technology of pipeline girth welds. Pipeline girth welds have become a key process that restricts the quality of the entire project and the construction cycle. In long-distance pipeline welding projects, due to the constraints of technical level and economic conditions, they are still at the level of manual welding and semi-automatic welding, which often results in long construction cycles, high costs, poor economic benefits, and interference from human factors. Therefore, the stability of construction quality is also not guaranteed. According to market demand in recent years, our company has developed a full-position automatic orbital welding system, which is of great significance to promoting technological progress and improving construction levels.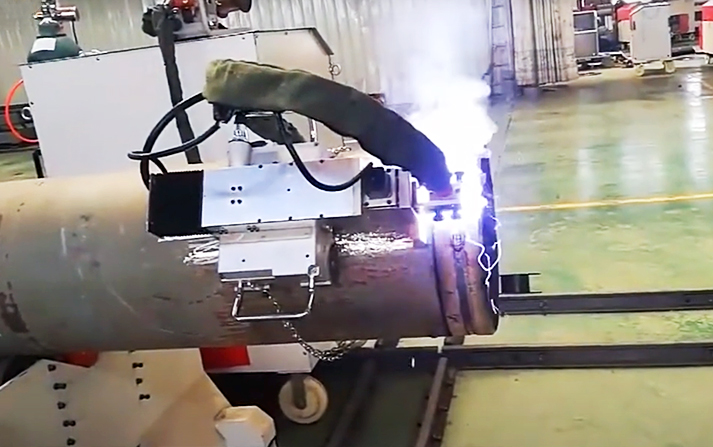
Automatic orbital welding is to use mechanical and electrical methods to drive the welding equipment to move the welding gun around the pipe wall along the weld when the pipeline is relatively fixed, thereby realizing automatic welding.
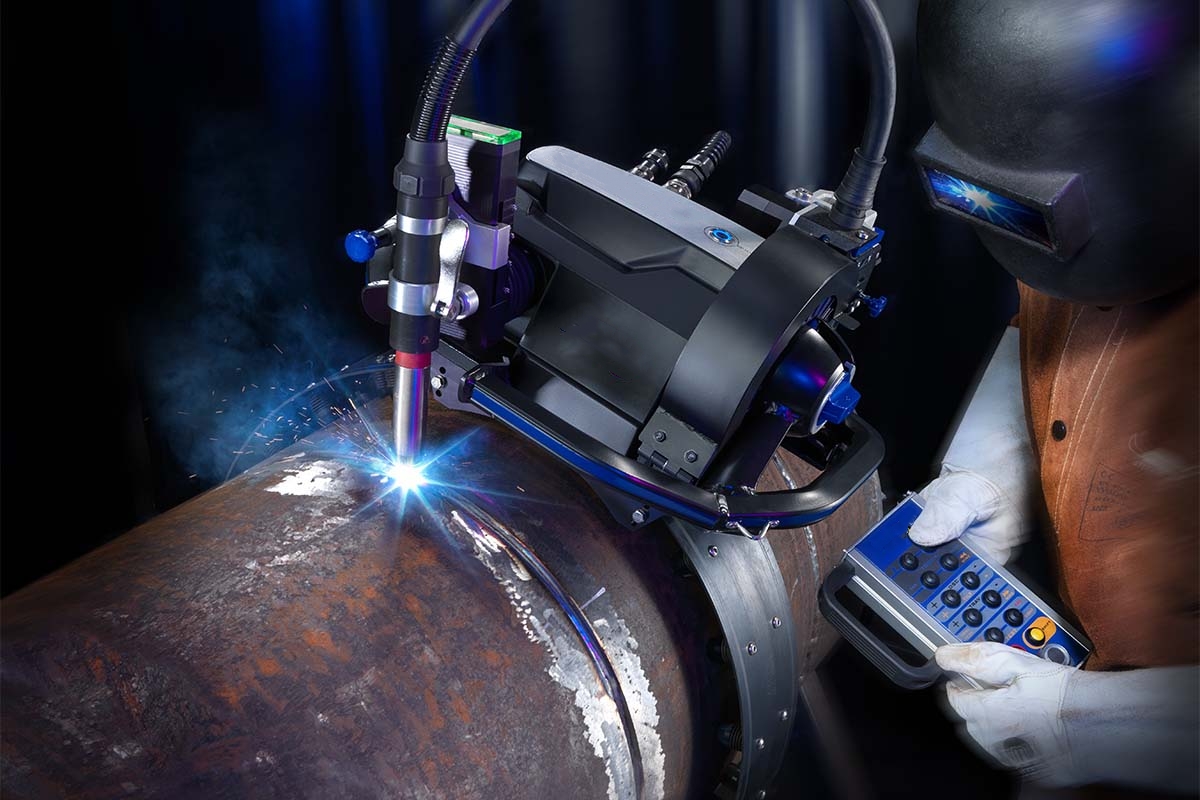
Seam tracking is the premise for realizing automatic welding of pipeline girth seams, which includes two aspects: (1) detection of pipeline girth seam position; (2) welding gun correction, that is, realizing real-time tracking of the weld seam by the welding gun. In short, whether the seam tracking can be carried out effectively depends mainly on the accuracy of the sensors and tracking actuators in the closed-loop control system.
The application environment of the welding process is harsh, and there are many types of sensors, but the main ones that can be used for seam tracking are optical sensors, arc sensors and acoustic sensors. In theory, the arc sensor that directly uses the arc length and arc light as the sensing signal should be the best, because it does not attach any device, is simple and reliable, and has good flexibility and accessibility of the welding gun movement. However, due to interference such as arc drift, magnetic blow, arc contraction and diffusion, the accuracy, anti-interference (stability) and sensitivity of this type of sensor are not ideal. In addition, the size of the existing sensors of this type, such as swing arc sensors and rotating arc sensors, is large, which is not conducive to application in miniaturized pipeline automatic welding equipment.
Zhengzhou Kehui Technology Co., Ltd
Email: info@zzkehui.com






 Chinese
Chinese English
English OA
OA Current location:
Current location: Concrete Mixer Drum Robotic Welding Solutions
Concrete Mixer Drum Robotic Welding Solutions  Automobile Body Production Line Welding Fixtures
Automobile Body Production Line Welding Fixtures  Automotive Body Welding Automated Manufacturing Solutions
Automotive Body Welding Automated Manufacturing Solutions  Free-Teaching Programming Welding Robot Cell For I Beam Welding
Free-Teaching Programming Welding Robot Cell For I Beam Welding  No Programming Required Robotic Welding Systems for H beam Welding Line
No Programming Required Robotic Welding Systems for H beam Welding Line