What Type of Gas for TIG Welding? It Depends on What You’re Welding
2026-04-14 10:57:08
Ask ten welders what type of gas for TIG welding, and nine will say “100% argon.” They’re not wrong. But they’re not completely right either.
The gas you choose changes when you move from manual TIG to an orbital tig welding machine. It changes again when you switch materials. And if you’re running an automatic tig pipe welding machine on high-purity stainless or exotic alloys, the standard argon blend might be costing you weld quality.
We’ve been building orbital tig welding equipment since 1994. We’ve shipped automatic tig pipe welding machine systems to over fifty countries. And we’ve learned that the gas question doesn’t have one answer – it has several, depending on your orbital tig welding application.
Here’s what you need to know about shielding gas for orbital tig welding machine setups, from the basics to the specialized blends that most shops ignore.
The Standard: 100% Argon for Most Orbital TIG Welding
For the majority of orbital tig welding applications – carbon steel, stainless steel, and most nickel alloys – pure argon is the right choice. It’s inert. It doesn’t react with the weld pool. It provides good arc stability and cleaning action.
When you run an orbital tig welding machine on carbon steel pipe, 100% argon at 15-25 CFH (cubic feet per hour) is standard. The automatic tig pipe welding machine doesn’t care about gas composition as long as it’s inert. Argon works.
But here’s what most people don’t realize: the same orbital tig welding setup that works perfectly on carbon steel may struggle on stainless. Not because the machine changed – because the gas requirements changed.
Why Stainless Sometimes Needs More Than Argon
When you’re doing orbital tig welding on stainless steel, especially thin-wall tubing, the root needs to be protected from oxidation. Pure argon does a good job. But on some applications, adding a small percentage of hydrogen improves the weld.
A 95% argon / 5% hydrogen blend (Ar-H2) is common for orbital tig welding machine setups on austenitic stainless steels. The hydrogen does two things: - It increases heat input, allowing faster travel speeds. - It reduces surface tension in the weld pool, improving wetting and penetration.
We’ve seen automatic tig pipe welding machine users cut their weld time by 15-20% just by switching from pure argon to Ar-H2 on 304L and 316L. The orbital tig welding process runs hotter, so you need to adjust parameters – lower amperage or faster travel – but the results are worth it.
Warning: Never use hydrogen blends on duplex stainless, ferritic stainless, or any material that can suffer hydrogen embrittlement. For those, stick with pure argon.
The Gas That Makes Titanium Orbital TIG Welding Possible
If you’re doing orbital tig welding on titanium, pure argon is not optional. It’s mandatory. And you need more of it.
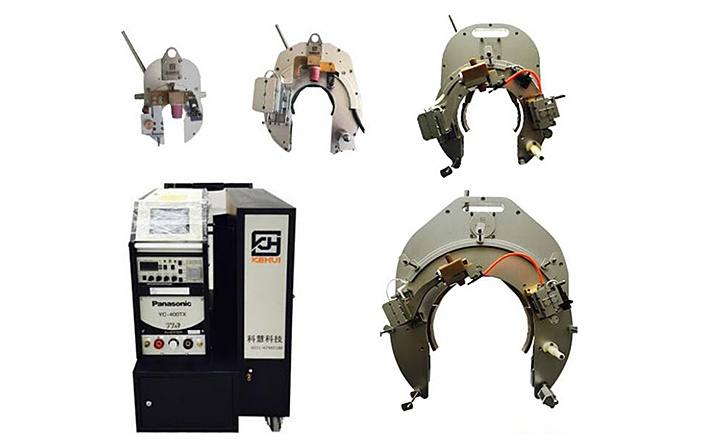
Titanium is extremely reactive at high temperatures. It will absorb oxygen, nitrogen, and hydrogen from the atmosphere, becoming brittle and useless. An orbital tig welding machine for titanium must have a closed welding head (like our KHGC) and exceptional gas coverage.
The automatic tig pipe welding machine needs to flow argon at higher rates – typically 30-50 CFH on the torch, plus a trailing shield and back purge. The gas must be ultra-high purity (99.999% or better). Even trace contamination will ruin the weld.
We’ve supplied orbital tig welding systems for titanium tube welding in aerospace and chemical plants. The gas strategy is as important as the orbital tig welding machine itself.
Helium Blends for Thick-Wall and High Conductivity Materials
Pure helium or helium-argon blends are sometimes used in orbital tig welding for specific applications.
Helium has higher thermal conductivity than argon. It delivers more heat to the weld pool for the same amperage. That’s useful for: - Thick-wall copper and copper alloys (which conduct heat away quickly). - Aluminum (which also sinks heat). - Deep penetration welds on thick stainless where argon alone struggles.
But helium is more expensive and harder to ionize, which can make arc starting difficult in an automatic tig pipe welding machine. Most orbital tig welding machine systems are tuned for argon or argon-hydrogen blends. If you want to run helium, check with the manufacturer first.
We’ve used helium blends on specialized orbital tig welding jobs for copper-nickel piping in marine applications. It works, but it’s not a daily gas for most shops.
The Purge Gas Question
When you’re running an orbital tig welding machine on pipe, the gas that comes out of the torch isn’t the only gas that matters. You also need purge gas inside the pipe to protect the root.
For most materials, the purge gas is the same as the shielding gas – 100% argon. But for some orbital tig welding applications, you might use a different blend inside.
- For stainless steel, some shops use argon with 2-5% hydrogen on the inside as well. This reduces oxidation on the root. - For titanium, the purge gas must be ultra-high purity argon. No hydrogen. - For carbon steel, argon is fine, but many shops skip purge entirely if oxidation on the inside isn’t a concern.
Your automatic tig pipe welding machine doesn’t control the purge gas – that’s a separate system. But the orbital tig welding procedure should specify both torch gas and purge gas. We include this in every procedure we qualify for customers.
How Gas Quality Affects Your Orbital TIG Welding Machine
Here’s something that surprises people: the gas from your supplier isn’t always as pure as the label says.
We’ve seen orbital tig welding machine users struggle with porosity and oxidation, only to discover that their “99.995% pure” argon had moisture contamination from a poorly maintained cylinder. The automatic tig pipe welding machine was fine. The gas was not.
For critical orbital tig welding applications – pharmaceutical, semiconductor, aerospace – we recommend installing a dew point monitor on your gas line. It measures moisture content in real time. If the gas exceeds your specification, the orbital tig welding process stops until the problem is fixed.
We’ve helped customers in over fifty countries set up gas quality monitoring. It’s an extra step. But on high-purity orbital tig welding jobs, it’s the step that prevents rework.
Gas Flow Rate: Not Just “Set It and Forget It”
Another common mistake in orbital tig welding is assuming the same flow rate works for every joint. It doesn’t.
Your orbital tig welding machine needs different flow rates depending on: - Pipe diameter (larger diameters need more gas). - Welding head type (closed heads need less flow than open heads). - Draft conditions (outdoor welding needs higher flow or wind screens). - Material (titanium needs more flow than stainless).
We’ve seen automatic tig pipe welding machine operators run the same flow rate for 2-inch and 8-inch pipe. The 2-inch welds were fine. The 8-inch welds had porosity because the gas wasn’t reaching the entire weld zone.
For open-head orbital tig welding, a good starting point is 15-20 CFH for pipe up to 4 inches, and 20-30 CFH for larger diameters. For closed-head systems, 10-15 CFH is usually enough because the chamber seals the gas in.
The right flow rate is the one that produces a clean, silver weld with no oxidation. Test on scrap pipe before running production.
What We Recommend for Your Orbital TIG Welding Machine
After 31 years of building orbital tig welding equipment, here’s our practical advice on gas:
For carbon steel pipe: 100% argon, 15-25 CFH (open head), 10-15 CFH (closed head). Purge optional unless root oxidation is a concern.
For stainless steel (304L, 316L, 321): 100% argon or argon with 2-5% hydrogen. Ar-H2 gives faster travel and better wetting. Test both on your material. Use the same gas for purge if you have the capability.
For duplex and super duplex: 100% argon only. No hydrogen. Purge is mandatory to maintain corrosion resistance.
For nickel alloys (Inconel, Hastelloy): 100% argon. Low flow rates (10-15 CFH) to avoid turbulence.
For titanium: Ultra-high purity argon (99.999%), closed head only, high flow rates (30-50 CFH), plus trailing shield and back purge. No shortcuts.
For copper and copper-nickel: 100% argon or argon-helium blend. Helium improves heat input on thick sections.
Your automatic tig pipe welding machine can handle all of these. The orbital tig welding procedure is what tells you which gas to use.
How We Help You Get the Gas Right
When you buy an orbital tig welding machine from us, we don’t just ship the hardware. We send an engineer to your facility. He works with you to develop orbital tig welding procedures on your pipe, with your gas supply, in your conditions.
He’ll help you determine the optimal gas type and flow rate for each material you weld. He’ll show you how to check gas quality and how to adjust parameters when you switch blends. He’ll stay until your operators can run the automatic tig pipe welding machine without help.
Because we’ve learned that the best orbital tig welding results come from getting the details right – and gas is one of the most important details.
Ready to Optimize Your Orbital TIG Welding Gas?
If you’re running an orbital tig welding machine and you’ve been using 100% argon for everything, you might be leaving quality or productivity on the table. A switch to Ar-H2 for stainless could speed up your automatic tig pipe welding machine cycles. Better gas purity could eliminate mysterious porosity.
We’ve been doing orbital tig welding since 1994. We’ve shipped automatic tig pipe welding machine systems to over fifty countries. We know what works and what doesn’t.
Call us. Tell us what materials you weld. We’ll help you choose the right gas for your orbital tig welding machine – and we’ll qualify the procedures to prove it works on your pipe.









 Chinese
Chinese English
English OA
OA Current location:
Current location: Concrete Mixer Drum Robotic Welding Solutions
Concrete Mixer Drum Robotic Welding Solutions  Automobile Body Production Line Welding Fixtures
Automobile Body Production Line Welding Fixtures  Automotive Body Welding Automated Manufacturing Solutions
Automotive Body Welding Automated Manufacturing Solutions  Free-Teaching Programming Welding Robot Cell For I Beam Welding
Free-Teaching Programming Welding Robot Cell For I Beam Welding  No Programming Required Robotic Welding Systems for H beam Welding Line
No Programming Required Robotic Welding Systems for H beam Welding Line