+86 15633683072
KHGK could address the issue of operator error in gas tungsten arc welding(GTAW).
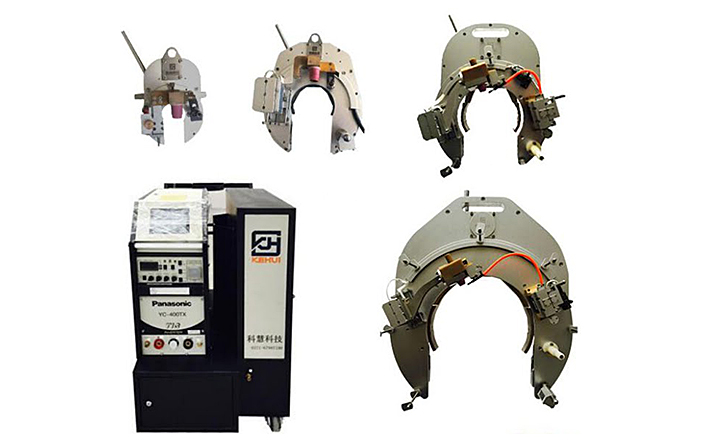
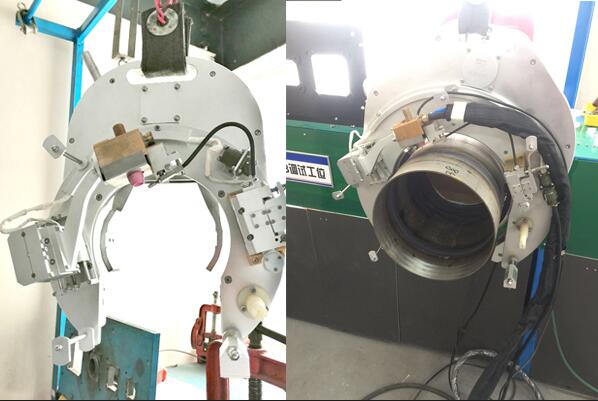
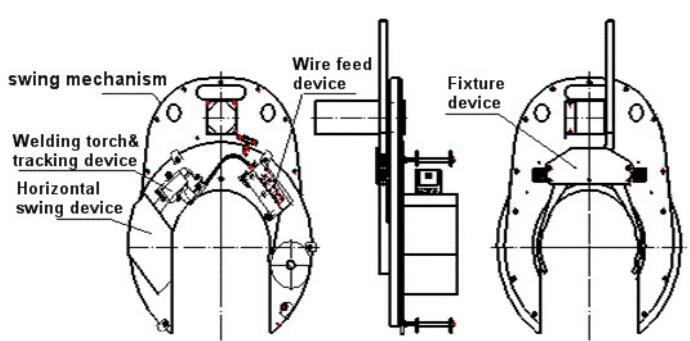
KHGK is composed of the power supply,control system,cooling system and the welding head.
KHGK could process carbon steel, alloy steel, stainless steel and titanium alloy.
KHGK could do auto welding of tube to tube, tube to flange, tube to elbow and tube to tee.
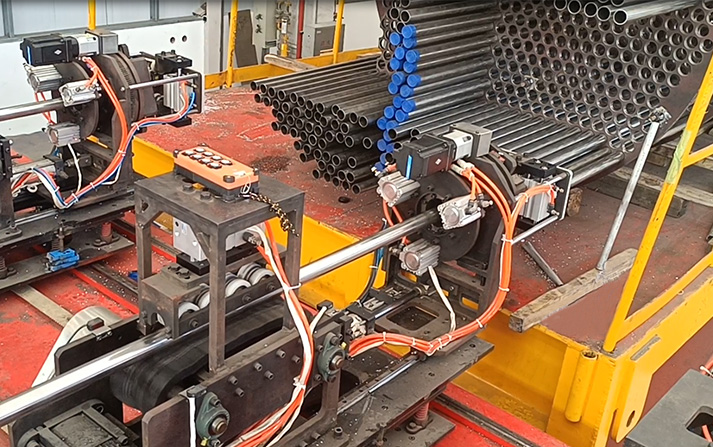
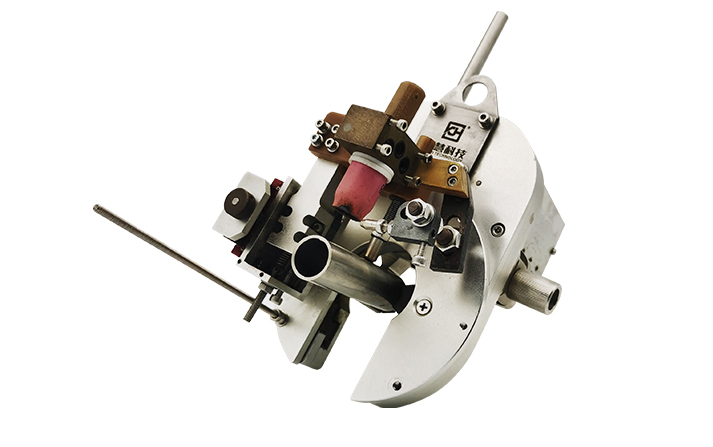
KHGK is designed with tiny welding head, very convenient to operate in narrow tube installation site. Meanwhile, its TIG welding makes high seal performance.
Therefore, KHGK orbital welder is widely adopted in the installation of plants such as water /oil/gas plant, food& alcohol plant,chemical industry, medicine and other industries.

1.To addresses the issue of operator error in GTAW . computer-controlled process runs with little intervention from the operator.
2.To guarantee high quality repeatable welding. a successful programming monitors variables and performs periodic samples during its test welding. TIG welding,LCD touch screen, easy to input.
3.Tiny welding head, very convenient to operate in narrow tube installation site.
4.Intelligent welding . 100 successful programming stored in PLC, just pick one.
5.High productivity. 2-3 times higher than conventional TIG welding.
6.Easy operation.Welding heads equipped with fixture device,easy going.
7.Scope of application.Suitable for various kinds of pipe-pipe joint and various groove form
8.10 hours continuous welding. qualified welding head and power and water cooling system make it.
9.Car-integrated design, freedom of movement.
10.Stable welding. Over 20 years development & improvement based on market.






| Welding head | KHGK16-40 | KHGK36-90 | KHGK70-160 | KHGK140-230 | KHGK210-300 | ||||
| Welding Speed(r/min) | 0.4~3 | 0.2~2 | 0.1~1 | 0.07~0.5 | 0.07~0.5 | ||||
| Suitable Dia.(mm) | 16~40 | 36~90 | 70~160 | 140~230 | 210~300 | ||||
| Electrode Dia.(mm) | 1.6/2.4 | 2.4 | 2.4 | 2.4 | 2.4 | ||||
| Swinging function (OSC function) | |||||||||
| Amplitude(mm) | --- | ±8 | ±8 | ±8 | ±8 | ||||
| Speed(mm/s) | --- | 0.5~10 | 0.5~10 | 0.5~10 | 0.5~10 | ||||
| Dwell time(s) | --- | 0.1~10 | 0.1~10 | 0.1~10 | 0.1~10 | ||||
| Arc Voltage Control (AVC function) | |||||||||
| Amplitude(mm) | --- | 8 | 8 | 8 | 8 | ||||
| Speed(mm/s) | --- | 2.5 | 2.5 | 2.5 | 2.5 | ||||
| Filler Wire | |||||||||
| Wire Dia.(mm) | 0.8/1.0 | 0.8/1.0 | 0.8/1.0 | 0.8/1.0 | 0.8/1.0 | ||||
| Speed(mm/min) | 0~1500 | 0~1500 | 0~1500 | 0~1500 | 0~1500 | ||||
| Welding Torch | |||||||||
| Adjust Angle of welding torch | 0°~45° | 0°~45° | 0°~45° | 0°~45° | 0°~45° | ||||
| Rated input voltage | 380V±10% |
| Rated welding voltage | TIG welding, 22.6V |
| Phase number | three-phase |
| Rated power input | 13.2KW |
| Argon flow | 8~12L/min |
| Rated voltage no-load | 70V |
| Frequency | 50/60HZ |
| Welding current adjusting range | 4~400A |
| Voltage allow fluctuating range | 380V±10% |
| Rated duty cycle | 400A 60% |
| 250A 100% | |
| Rated input capacity | 13.9KVA |
| Built-in memory space | 100 groups of welding code |
| Each set can segments | 1~12 section |
| Pulse frequency | 0.5~500HZ |
| Preheating time | 0.1~25S |
| Current rise time | 0.1~25S |
| Current decrease time | 0.1~25S |
| Cooling water pressure | 1.2kgf/㎡ |
Zhengzhou Kehui Technology Co., Ltd
Email: info@zzkehui.com






 Chinese
Chinese English
English OA
OA Current location:
Current location:  info@zzkehui.com
info@zzkehui.com Inquiry Online
Inquiry Online