+86 15633683072


Mature technology and advanced technology
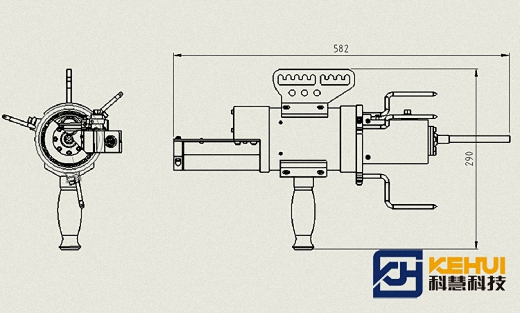
23 years of experience in intelligent welding equipment technology R & D and manufacturing, multi-generation product process accumulation and upgrade,compact machine head and small in size, adopts elastic positioning mandrel and three-point support frame, which can be adjusted circumferentially, axially and radially, and the operation is fast. accuracy in positioning.
Imported motor, stable and reliable
Operating economy, efficient production
Easy to operate
The program control system is easy to operate and can store up to 100 welding specifications. Each group can be divided into 1 to 16 segments. It can be operated with simple training without special foundation and special language. The truck-mounted integrated design is free to move and easy to use.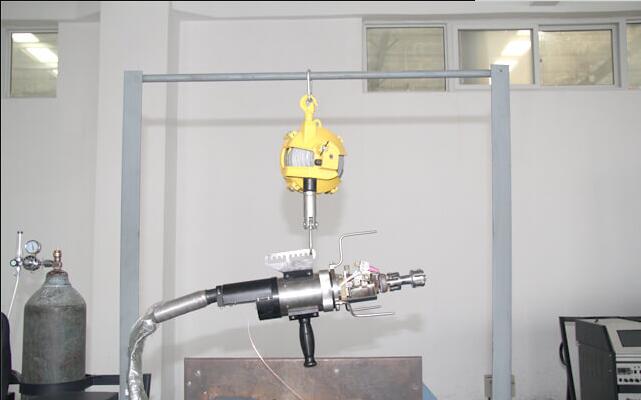

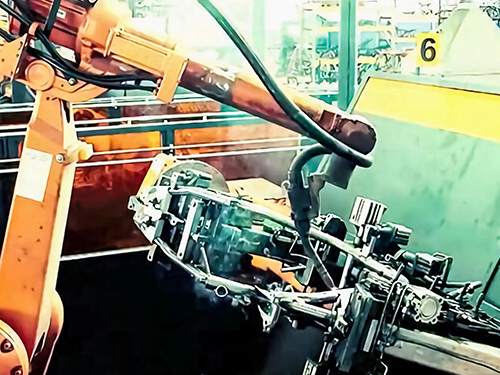
KHB 12-80 Tube Sheet Orbital Welder is a specialized auto arc welding machine whereby the arc is rotated mechanically through 360° around a static work piece of tube to tube sheet with tube specification φ12~φ80 mm.
KHB 12-80 could address the issue of operator error in gas tungsten arc welding(GTAW).
KHB 12-80 is composed of the power supply with integrated computer control and the welding head.
KHB 12-80 could process carbon steel, alloy steel, stainless steel and titanium alloy.
KHB 12-80 Mainly used in chemical industry, boilers, heat ex-changers, pressure vessels and other industries. .
KHB 12-80 could be used for tube sheet joint forms as following pictures showing:
flat head butting (fusion welding), external extension angle joint (external angle welding), indent angle joint (internal angle welding) and so on, with or without wire feeding. 

1.To addresses the issue of operator error in GTAW . computer-controlled process runs with little intervention from the operator.
2.To guarantee high quality repeatable welding. a successful programming monitors variables and performs periodic samples during its test welding. LCD touch screen, easy to input.
3.Intelligent welding . 100 successful programming stored in PLC, just pick one.
4.High productivity. 2-3 times higher than conventional TIG welding.
5.Easy operation. Equipped with the elastic positioning mandrel, three-point support frame, accurate positioning.
6.10 hours continuous welding. qualified welding head and power and water cooling system make it.
7.Car-integrated design, freedom of movement.
8.Small space of scientific design
Certifications
Welding Product
 1. After welding program settings completed, insert machine head into working position, press the start button, it starts the arc, current gradually rises from the arcing current to the welding current. The welding does not rotate and not feed wire either at this time, the purpose is to preheat the tube sheet, which can be controlled by rising the time parameter;
1. After welding program settings completed, insert machine head into working position, press the start button, it starts the arc, current gradually rises from the arcing current to the welding current. The welding does not rotate and not feed wire either at this time, the purpose is to preheat the tube sheet, which can be controlled by rising the time parameter;
2. When a stable molten pool formed on the workpiece, the torch begins to rotate and the wire feed begins simultaneously. The wire feed speed is adjustable from 0 to 1.5 m/min. During rotation process, there will be flat welding, downslope welding, overhead welding, upslope welding, etc at some time; Cegmentation can be set separately 1~6 segments within 360° according to the situation;
3. When the welding torch rotates 365° (the lap angle can be set arbitrarily), the welder enters the attenuation program, at the time, machine head continues to rotate, but the wire stops feeding, and the current gradually decreases from the welding current to the arcing current, forming a weld seam, which can be controlled by entering the fall time parameter.
| Voltage (3-Phases 50/60Hz) | 220/380V |
| Rated Input Power | 13.9kw |
| Rated input capacity | 14KVA |
| Welding Current Setting Range | 8~400A |
| Filler Wire Speed | 0~1500mm/min |
| Welding speed | 50—150mm/min |
| Capacity of Internal Memory | 100 Programmer |
| Rated load sustained rate | 60% |
| Rated welding voltage | TIG welding 22.6V |
| The rated voltage no-load | 70V |
| Weldable tube diameter | 12—80mm |
| Weldable wall thickness | 1—6.5mm |
| Tube biggest stretch out length | 8mm |
| Tube biggest indentation length | 2mm |
| Current up time | 0.1—20S |
| Tungsten pole adjustable Angle | <45° |
| Pulse frequency | 0.5—500HZ |
| Cooling water pressure | 1.2㎏.f/m㎡ |
| Argon gas flow | 8—12L/min |
| Welding Speed | 0.5~5rpm |
| Wire Dia. | ¢0.8 |
Zhengzhou Kehui Technology Co., Ltd
Email: info@zzkehui.com






 Chinese
Chinese English
English OA
OA Current location:
Current location:  info@zzkehui.com
info@zzkehui.com Inquiry Online
Inquiry Online